Phương pháp và công cụ
Tùy thuộc vào loại và kích cỡ ổ lăn, các phương pháp cơ khí, nhiệt hoặc thủy lực được sử dụng để lắp ( phương pháp và công cụ SKF ). Kích thước vòng bi được phân loại như sau:
- nhỏ → d ≤ 80 mm
- cỡ vừa → 80 mm < d < 200 mm
- lớn → d ≥ 200 mm
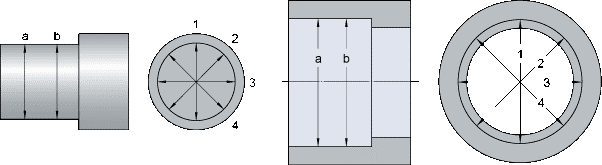
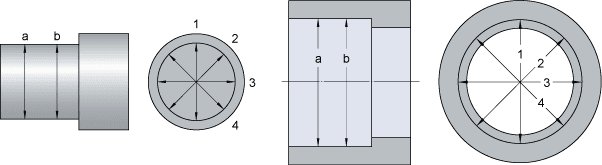
Trong mọi trường hợp, điều quan trọng là các vòng, vòng cách và con lăn hoặc vòng đệm của ổ trục không bao giờ được va chạm trực tiếp với bất kỳ vật cứng nào và lực lắp không bao giờ được áp dụng qua các con lăn.
Để phù hợp với độ dôi, các bề mặt giao nhau phải được phủ một lớp dầu nhẹ mỏng. Để vừa khít, các bề mặt ăn khớp phải được phủ chất chống nhăn SKF.
Chạy thử
Khi quá trình lắp ráp hoàn tất, sẽ trải qua quá trình chạy thử nghiệm để xác định rằng tất cả các thành phần đang hoạt động bình thường. Trong quá trình chạy thử nghiệm, cơ cấu sẽ chạy dưới tải một phần và ở những nơi có dải tốc độ rộng, ở tốc độ thấp hoặc trung bình.
QUAN TRỌNG: Không bao giờ được khởi động ổ lăn khi không tải và sau đó tăng tốc nhanh lên tốc độ cao, vì có nguy là các con lăn sẽ trượt và làm hỏng rãnh lăn. Tải trọng ổ trục tối thiểu cần được áp dụng (tham khảo Tải trọng tối thiểu trong phần sản phẩm liên quan).
Có thể kiểm tra mọi tiếng ồn hoặc độ rung bằng thiết bị giám sát tình trạng của SKF. Thông thường, vòng bi tạo ra tiếng ồn "gừ gừ" đều. Tiếng rít hoặc tiếng rít cho thấy dầu bôi trơn không đầy đủ. Trong hầu hết các trường hợp, tiếng ầm ầm hoặc tiếng búa không đều là do sự có mặt của các chất gây ô nhiễm trong ổ trục hoặc hư hỏng ổ trục gây ra trong quá trình lắp.
Nhiệt độ vòng bi tăng ngay sau khi khởi động là bình thường. Trong trường hợp bôi trơn bằng mỡ, nhiệt độ không giảm cho đến khi mỡ được phân bố đều trong bố trí ổ trục, sau đó đạt đến nhiệt độ cân bằng. Nhiệt độ cao bất thường hoặc liên tục đạt đỉnh cho thấy có quá nhiều chất bôi trơn trong hệ thống, tải trước quá nặng hoặc ổ trục bị biến dạng hướng tâm hoặc hướng trục. Các nguyên nhân khác có thể là do các bộ phận liên quan chưa được chế tạo hoặc lắp đúng cách hoặc các vòng đệm đang tạo ra quá nhiều nhiệt.
Trong quá trình chạy thử hoặc ngay sau đó, hãy kiểm tra các vòng đệm, mọi hệ thống bôi trơn và tất cả các mức chất lỏng. Nếu mức độ tiếng ồn và độ rung nghiêm trọng, nên kiểm tra chất bôi trơn để tìm dấu hiệu nhiễm bẩn.
Chế độ chờ
Các máy ở chế độ chờ nên được quay hoặc chạy thường xuyên nhất có thể để phân phối lại chất bôi trơn trong các ổ trục và thay đổi vị trí so với mương để giảm nguy cơ xảy ra hiện tượng ăn mòn nước muối giả và ăn mòn do dừng.
Tháo dỡ
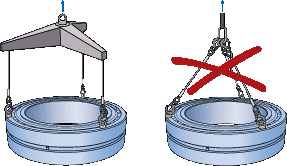
Có một số lý do tại sao có thể cần phải tháo vòng bi. Ví dụ, các ổ trục có thể cần được thay thế hoặc có thể phải tháo chúng ra để tiếp cận các bộ phận khác. Nếu vòng bi được sử dụng lại sau khi tháo, lực được sử dụng để tháo chúng không bao giờ được tác dụng lên các con lăn.
Với các ổ trục có thể tháo rời, vòng có con lăn và cụm lồng có thể được tháo ra độc lập với vòng kia. Với các ổ trục không thể tách rời, trước tiên nên rút vòng có khớp lỏng hơn ra khỏi chỗ tựa của nó. Để tháo ổ trục có khớp nối cản trở, có thể sử dụng các công cụ được mô tả trong phần sau. Việc lựa chọn dụng cụ phụ thuộc vào loại, kích cỡ và độ vừa vặn của ổ lăn . Kích thước vòng bi được phân loại như sau:
- Nhỏ → d ≤ 80 mm
- Kích thước trung bình → 80 mm < d < 200 mm
- Lớn → d ≥ 200 mm
Tháo vòng bi lắp trên ngõng trục hình trụ
Tháo dỡ lạnh
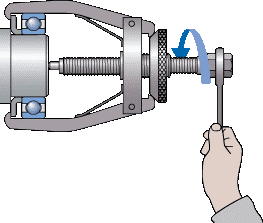
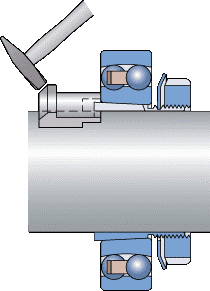
Có thể tháo các ổ trục nhỏ ra khỏi trục bằng cách tác dụng các nhát búa nhẹ qua một độ trôi thích hợp vào mặt bên của vòng hoặc tốt nhất là bằng cách sử dụng một dụng cụ kéo cơ học. Các móng vuốt phải được áp vào vòng trong hoặc bộ phận liền kề.
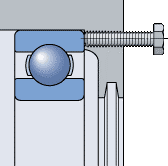
Việc tháo dỡ được thực hiện dễ dàng hơn nếu các khe cho móng vuốt của bộ kéo được cung cấp trong vai trục và/hoặc vỏ hộp. Ngoài ra, có thể cung cấp các lỗ có ren trên vai hộp để chứa các bu lông đẩy ra.
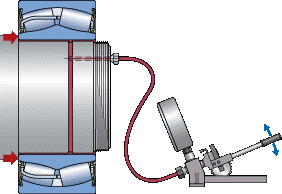
Vòng bi kích thước trung bình và lớn thường yêu cầu lực lớn hơn công cụ cơ khí có thể cung cấp. Do đó, SKF khuyến nghị sử dụng các công cụ hỗ trợ thủy lực hoặc phương pháp phun dầu hoặc cả hai. Sử dụng phương pháp phun dầu giả định rằng các ống dẫn cấp dầu và rãnh phân phối cần thiết đã được thiết kế vào trục
Tháo dỡ nóng
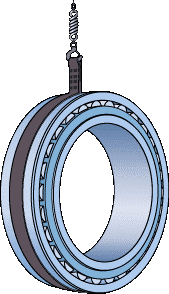
Tháo dỡ bằng cách nung nóng là phương pháp thích hợp khi tháo các vòng trong của ổ lăn kim hoặc ổ lăn trụ kiểu NU, NJ và NUP. Hai công cụ khác nhau cho mục đích này là phổ biến: vòng gia nhiệt và bộ gia nhiệt cảm ứng có thể điều chỉnh.
Các vòng gia nhiệt thường được sử dụng để lắp và tháo vòng trong của các ổ trục cỡ nhỏ đến trung bình có cùng kích thước. Vòng gia nhiệt được làm bằng hợp kim nhẹ. Chúng có rãnh xuyên tâm và được trang bị tay cầm cách nhiệt.
Nếu các vòng trong có đường kính khác nhau thường xuyên bị tháo ra, SKF khuyến nghị sử dụng bộ gia nhiệt cảm ứng có thể điều chỉnh được. Những bộ gia nhiệt này làm nóng vòng trong một cách nhanh chóng mà không làm nóng trục.
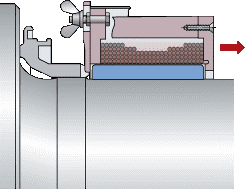
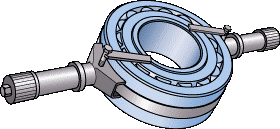
Bộ gia nhiệt cảm ứng cố định, đặc biệt đã được phát triển để tháo các vòng trong của ổ lăn hình trụ lớn ( hình 6 ).
CẢNH BÁO
Nguy cơ hỏa hoạn. Không bao giờ sử dụng ngọn lửa mở để tháo dỡ nóng.
Tháo vòng bi được lắp trên ghế trục hình côn
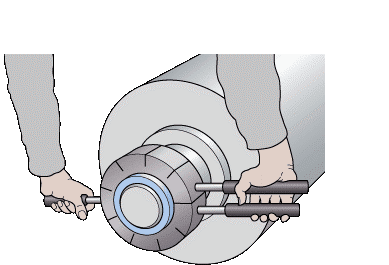
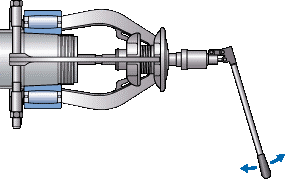
Có thể tháo các vòng bi nhỏ bằng bộ kéo cơ học hoặc thủy lực ăn khớp với vòng trong. Nên sử dụng bộ kéo tự định tâm được trang bị cánh tay vận hành bằng lò xo để đơn giản hóa quy trình và tránh làm hỏng bệ ổ trục. Nếu không thể áp các móc của bộ kéo vào vòng trong, hãy rút ổ trục qua vòng ngoài hoặc sử dụng bộ kéo kết hợp với tấm kéo.
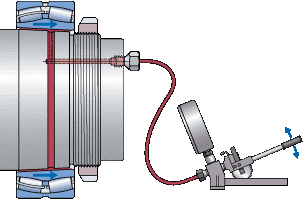
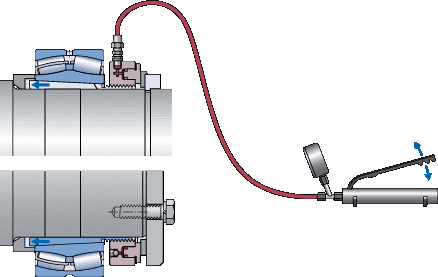
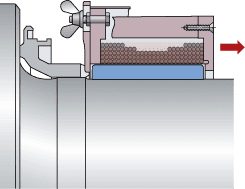
Việc tháo vòng bi cỡ vừa và lớn sẽ dễ dàng và an toàn hơn nhiều khi sử dụng phương pháp phun dầu. Phương pháp này bơm dầu, dưới áp suất cao, giữa hai bề mặt giao nhau dạng côn, thông qua một ống dẫn cung cấp và một rãnh phân phối. Điều này làm giảm đáng kể ma sát giữa hai bề mặt và tách ổ trục ra khỏi bệ của nó.
Tháo dỡ vòng bi được lắp bằng măng xong côn rút (ống lót)
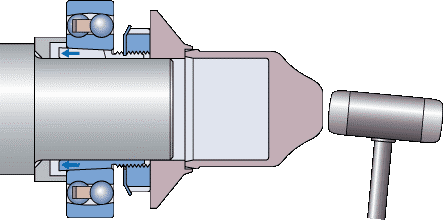
Để tháo các ổ trục nhỏ lắp trên ống lót, hãy nới lỏng đai ốc khóa ống lót vài vòng, sau đó dùng búa có kích thước phù hợp để gõ đều vào một khối thép nhỏ xung quanh mặt bên của vòng trong của ổ trục.
Đối với các ổ trục nhỏ được lắp trên ống lót bộ chuyển đổi và trục bậc có vòng đệm cách nhau giữa vai và mặt bên của ổ trục, hãy nới lỏng đai ốc khóa của ống lót bộ chuyển đổi một vài vòng và dùng búa đập vài nhát vào dụng cụ lắp ổ trục tiếp giáp với ống lót. đai ốc khóa.
Sử dụng đai ốc thủy lực để tháo vòng bi được lắp trên ống bọc bộ tiếp hợp và trục bậc có vòng đệm cách nhau giúp cho việc tháo vòng bi trở nên dễ dàng. Tuy nhiên, để sử dụng phương pháp này, bạn nên lắp một chốt chặn phù hợp tiếp giáp với pít-tông của đai ốc thủy lực. Nếu các ống lót được trang bị ống cấp dầu và rãnh phân phối, việc tháo dỡ trở nên dễ dàng hơn vì có thể sử dụng phương pháp phun dầu.
Nguồn: skf.com
>>> 10000+ Mã Sản Phẩm Bulong: https://mecsu.vn/san-pham/bulong.Jea
>>> 800+ Mã Sản Phẩm Long Đền: https://mecsu.vn/san-pham/long-den.WR
>>>800+ Mã Sản Phẩm Đai Ốc: https://mecsu.vn/san-pham/tan-dai-oc.GB1j
Tán Lục Giác (459)
Tán Hàn - Weldnut (33)
Tán Keo - Lock Nut (226)
Tán Khía - Flange Nut (50)
Tán Dài (3)
Tán Bầu (39)
Tán Khóa (57)
Tán Cánh Chuồn (17)
Tán Cài (6)
Tán Vuông (11)
Vú Mỡ (Nipple Grease) (22)
Nut-With Knurled Heads (24)
Quick-Lock Nuts (16)
Blocks for Adjusting Bolts (207)
Threaded Stopper Blocks (52)
Bearing Lock Nuts (78)
Lông Đền Phẳng - Flat Washer (311)
Lông Đền Vênh - Spring Washer (238)
Lông Đền Vuông (25)
Lông Đền Răng (91)
Lông Đền Vênh Loại Lượn Sóng (7)
Lông Đền Lượn Sóng (15)
Lông Đền Lò Xo Đĩa (25)
Lông Đền Nord-Lock (95)
Lông Đền Heico-Lock (101)
Lông Đền Răng Cưa (77)
Lông Đền Dầu (Bonded Seal) (29)
Lông Đền Chén (1)
Lông Đền Cầu (5)
Lông Đền Làm Kín (Dạng Phớt) (3)
Gối Đỡ Vòng Bi UCP (69)
Gối Đỡ Vòng Bi UCF (44)
Gối Đỡ Vòng Bi UCPA (6)
Gối Đỡ Vòng Bi UCFC (16)
Gối Đỡ Vòng Bi UCFL (26)
Gối Đỡ Vòng Bi UCFK (3)
Gối Đỡ Vòng Bi UCT (16)
Gối Đỡ UCHA (2)
Gối Đỡ Vòng Bi Đũa Hình Tròn (1)
 Vòng Bi Chuyên Dùng Cho Gối Đỡ (1)
Vòng Bi Chuyên Dùng Cho Gối Đỡ (1)
Vòng Bi UC (44)
Vòng Bi UK (3)
Vỏ Gối Đỡ (22)
Phụ Kiện Gối Đỡ (20)
Con Lăn Bi Loại Ép Chặt (7)
Con Lăn Bi Loại Thân Lục Giác (14)
Con Lăn Bi Loại Thân Tròn (5)
Con Lăn Bi Loại Đế Mặt Bích (4)
Con Lăn Bi Loại Đinh Tán Đầu Tròn (4)
Con Lăn Bi Loại Vít Cấy (12)
Con Lăn Bi Loại Đẩy Bi Có Ren (3)
Con Lăn Bi Loại Đẩy Bi Không Ren (3)
Ball Rollers Press (1)
Ball Plungers Roller (10)
Press Fit Plungers Roller (6)
Đầu Nối Nhanh Khí Nén Thẳng (1340)
Đầu Nối Nhanh Khí Nén Thẳng - Có Ren (2935)
Đầu Nối Nhanh Khí Nén Cong (585)
Đầu Nối Nhanh Khí Nén Cong - Có Ren (2995)
Đầu Nối Nhanh Khí Nén Chữ Y (475)
Đầu Nối Nhanh Khí Nén Chữ Y - Có Ren (557)
Đầu Nối Nhanh Khí Nén Chữ T (514)
Đầu Nối Nhanh Khí Nén Chữ T - Có Ren (1790)
Đầu Nối Nhanh Khí Nén Chữ Thập (70)
Đầu Nối Nhanh Khí Nén Lắp Vách (106)
Đầu Nối Khí Nén Kim Loại (1)







{kind=link}
{kind=link}
{kind=link}
{kind=link}