Bulong pake đầu oval theo tiêu chuẩn METRIC DIN 966
Bulong pake đầu oval theo tiêu chuẩn METRIC DIN 966

Bulong pake đầu oval theo tiêu chuẩn METRIC DIN 966 là vít máy có đầu oval (hình bầu dục) và phần lõm dấu cộng (Phillips). Bulong pake đầu oval là được thiết kế cho các ứng dụng kim loại với kim loại yêu cầu lỗ khoan trước và đai ốc số liệu ăn khớp hoặc vít để luồn vào. Các vít này thường có ren suốt và đầu cùn. Các kích thước lỗ khoan trước được khuyến nghị khác nhau tùy thuộc vào đường kính của vít được sử dụng nhưng phải có đường kính lớn hơn một chút so với đường kính ren chính (tối đa). Các vít này có sẵn bằng thép mạ kẽm cũng như thép không gỉ A2 và A4. Với đầu oval chúng được ưa chuộng hơn các đầu chìm phẳng tiêu chuẩn trong các ứng dụng khi trang trí nhiều hơn cái nhìn hoàn thành là mong muốn.
Tiêu chuẩn DIN (Deutsches Institut für Normung - Viện tiêu chuẩn hóa Đức) được ban hành cho nhiều loại linh kiện bao gồm các ốc vít công nghiệp như các vít máy Phillips DIN 966. Các tiêu chuẩn DIN vẫn phổ biến trong Đức, Châu Âu và toàn cầu mặc dù quá trình chuyển đổi sang các tiêu chuẩn ISO đang diễn ra.
Tiêu chuẩn DIN tiếp tục được sử dụng cho các bộ phận không có tiêu chuẩn ISO tương đương hoặc không cần tiêu chuẩn hóa. Trong trường hợp này, ISO tương đương là ISO 7047.
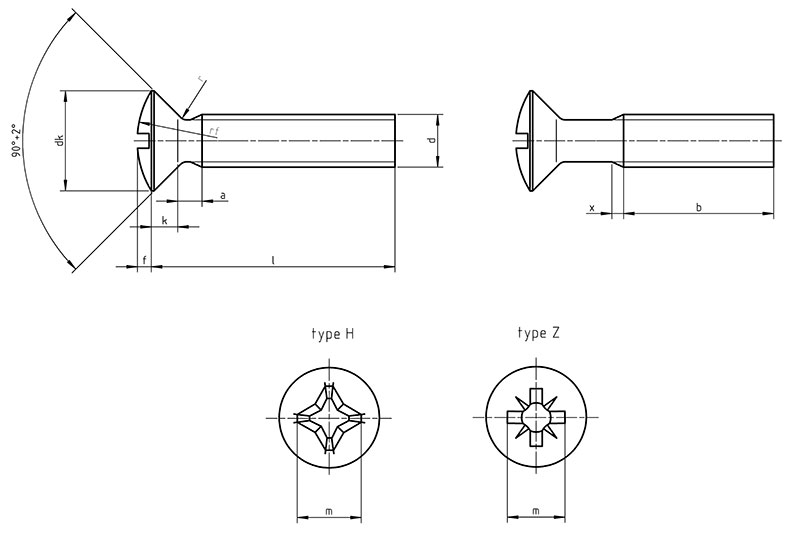
Kích thước theo chuẩn METRIC DIN 966
| Ren d |
M1.6 |
M2 |
M2.5 |
M3 |
(M3.5) |
M4 |
M5 |
M6 |
M8 |
M10 |
| P |
0.35 |
0.4 |
0.45 |
0.5 |
0.8 |
0.7 |
0.8 |
1 |
1.25 |
1.5 |
| A |
max. |
0.7 |
0.8 |
0.9 |
1 |
1.2 |
1.4 |
1.6 |
2 |
2.5 |
3 |
| B |
min. |
15 |
16 |
18 |
19 |
20 |
22 |
25 |
28 |
34 |
40 |
| DK |
nominal max. |
3 |
3.8 |
4.7 |
5.6 |
6.5 |
7.5 |
9.2 |
11 |
14.5 |
18 |
| min. |
2.75 |
3.5 |
4.4 |
5.3 |
6.14 |
7.14 |
8.84 |
10.57 |
14.07 |
17.57 |
| F |
xấp xỉ. |
0.4 |
0.5 |
0.6 |
0.75 |
0.9 |
1 |
1.25 |
1.5 |
2 |
2,5 |
| max. |
0.96 |
1.2 |
1.5 |
1.65 |
1.93 |
2.2 |
2.5 |
3 |
4 |
5 |
| r |
max. |
0.4 |
0.5 |
0.7 |
0.8 |
0.95 |
1 |
1.3 |
1.6 |
2 |
2.5 |
| rf |
xấp xỉ. |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
16 |
20 |
| X |
max. |
0.9 |
1 |
1.1 |
1.25 |
1.5 |
1.75 |
2 |
2.5 |
3.2 |
3.8 |
| Lõm chéo |
No. |
0 |
1 |
1 |
1 |
2 |
2 |
2 |
3 |
4 |
4 |
| Loại H |
M |
xấp xỉ. |
1.9 |
2.5 |
2.7 |
3.1 |
4.2 |
4.5 |
5.3 |
6.8 |
9 |
10 |
| độ sâu thâm nhập |
min. |
0.74 |
1.1 |
1.3 |
1.7 |
1.74 |
2.04 |
2.77 |
3.03 |
4.18 |
5.38 |
| max. |
1.1 |
1.4 |
1.6 |
2 |
2.24 |
2.54 |
3.27 |
3.53 |
4.68 |
5.88 |
| Loại Z |
M |
xấp xỉ. |
1.8 |
2.4 |
2.8 |
3.1 |
4.3 |
4.6 |
5.3 |
7 |
8.8 |
9.9 |
| độ sâu thâm nhập |
min. |
0.89 |
1.04 |
1.5 |
1.83 |
1.93 |
2.26 |
2.89 |
3.3 |
4.06 |
5.28 |
| max. |
1.14 |
1.35 |
1.75 |
2.08 |
2.39 |
2.72 |
3.35 |
3.76 |
4.52 |
5.74 |
Trọng lượng theo tiêu chuẩn METRIC DIN 966
| Ren d |
M1.6 |
M2 |
M2.5 |
M3 |
(M3.5) |
M4 |
M5 |
M6 |
M8 |
M10 |
| L |
Trọng lượng kg/1000pcs |
| Định danh |
min. |
max. |
| 3 |
2.8 |
3.2 |
0.067 |
0.119 |
0.211 |
|
|
|
|
|
|
|
| 4 |
3.75 |
4.25 |
0.078 |
0.138 |
0.242 |
0.35 |
0.536 |
|
|
|
|
|
| 5 |
4.75 |
5.25 |
0.09 |
0.156 |
0.272 |
0.395 |
0.596 |
0.824 |
|
|
|
|
| 6 |
5.75 |
6.25 |
0.102 |
0.175 |
0.302 |
0.439 |
0.656 |
0.902 |
1.49 |
|
|
|
| 8 |
7.7 |
8.3 |
0.125 |
0.212 |
0.362 |
0.527 |
0.775 |
1.06 |
1.73 |
2.66 |
|
|
| 10 |
9.7 |
10.3 |
0.145 |
0.249 |
0.422 |
0.615 |
0.894 |
1.21 |
1.98 |
3.01 |
6.14 |
|
| 12 |
11.65 |
12.35 |
0.165 |
0.287 |
0.482 |
0.703 |
1.01 |
1.37 |
2.23 |
3.36 |
6.78 |
11.7 |
| 14 |
13.65 |
14.35 |
0.184 |
0.325 |
0.543 |
0.791 |
1.13 |
1.52 |
2.47 |
3.72 |
7.41 |
12.7 |
| 16 |
15.65 |
16.35 |
0.204 |
0.362 |
0.603 |
0.879 |
1.25 |
1.68 |
2.72 |
4.07 |
8.05 |
13.7 |
| 18 |
17.65 |
18.35 |
|
0.397 |
0.663 |
0.968 |
1.37 |
1.83 |
2.97 |
4.42 |
8.68 |
14.7 |
| 20 |
19.6 |
20.4 |
|
0.439 |
0.723 |
1.06 |
1.49 |
1.99 |
3.22 |
4.78 |
9.32 |
15.7 |
| 22 |
21.6 |
22.4 |
|
|
0.783 |
1.14 |
1.61 |
2.14 |
3.46 |
5.13 |
9.95 |
16.7 |
| 25 |
24.6 |
25.4 |
|
|
0.874 |
1.28 |
1.79 |
2.37 |
3.83 |
5.66 |
10.9 |
18.2 |
| 28 |
27.6 |
28.4 |
|
|
|
1.41 |
1.97 |
2.61 |
4.11 |
6.19 |
11.8 |
19.7 |
| 30 |
29.6 |
30.4 |
|
|
|
1.5 |
2.09 |
2.76 |
4.44 |
6.55 |
12.5 |
20.7 |
| 35 |
34.5 |
35.5 |
|
|
|
|
2.39 |
3.15 |
4.93 |
7.43 |
14.1 |
23.7 |
| 40 |
39.5 |
40.5 |
|
|
|
|
|
3.53 |
5.68 |
8.31 |
15.7 |
25.7 |
| 45 |
44.5 |
45.5 |
|
|
|
|
|
|
6.43 |
9.2 |
17.3 |
28.2 |
| 50 |
49.5 |
50.5 |
|
|
|
|
|
|
7.18 |
10.1 |
18.9 |
30.7 |
| 55 |
54 |
56 |
|
|
|
|
|
|
|
|
20.5 |
33.2 |
| 60 |
59 |
61 |
|
|
|
|
|
|
|
|
|
35.8 |
Tính chất cơ học của thép không gỉ đối với bulong pake đầu oval theo tiêu chuẩn METRIC DIN 966
Thép không gỉ có thể được chia thành ba nhóm thép - austenitic, ferritic và martensitic. Thép Austenit là do loại phổ biến nhất (>90% ốc vít thương mại). Các nhóm thép và các lớp sức mạnh được chỉ định bởi một dãy bốn chữ số gồm chữ và số (ví dụ: A2-70) như bảng sau. DIN EN ISO 3506 chi phối vít và đai ốc làm từ thép không gỉ.
|
Nhóm Thép
|
Mác Thép
|
Lớp Sức Mạnh
|
Vít, Đai Ốc và Bu Lông
|
|
Sức Căng
N/mm2
|
Sức Căng PSI
|
Phạm Vi Đường Kính
|
Lực Tải N/mm2
|
|
Austenitic
|
A2 và A4
|
50
|
500
|
70.000
|
≤M39
|
500
|
|
70
|
700
|
100.000
|
≤M20
|
700
|
|
80
|
800
|
118.000
|
≤M20
|
800
|
Ứng suất kéo được tính toán có tham chiếu đến vùng ứng suất kéo (xem DIN EN ISO 3506-1979). Các loại đai ốc được ghép nối với cùng loại vít từ thép không gỉ.
|
Nhóm Thép
|
Lớp Sức Mạnh
|
Mác Thép
|
Đặt Điểm
|
|
Austenitic
|
50
|
A1, A2
|
Mềm mại, ốc vít gia công nguội, quay và ép mềm
|
|
70
|
A2, A4
|
Gia công nguội, ốc vít hình thành cường độ bình thường
|
|
80
|
A2, A4
|
Gia công cực lạnh, cường độ cao, đặc biệt
|
Thành phần hóa học của thép không gỉ đối với bulong pake đầu oval theo tiêu chuẩn METRIC DIN 966
|
Mác Thép
|
Mác Thép USA
|
Vật Liệu Chỉ Định
|
Số Liệu Vật Liệu
|
C
%
|
Si
≤
%
|
Mn
≤
%
|
Cr
%
|
Mo
%
|
Ni
%
|
|
A 2
|
304
|
X 5Cr Ni 1810
|
1.430
1
|
≤
0.07
|
1.0
|
2.0
|
17.5 đến 19.5
|
-
|
8.0 đến 10.5
|
|
X 2 Cr Ni 1811
|
1.430
6
|
≤
0.03
|
1.0
|
2.0
|
18.0 đến 20.0
|
-
|
10.0 đến 12.0
|
|
X 8 Cr Ni 19/10
|
1.430
3
|
≤
0.07
|
1.0
|
2.0
|
17.0 đến 19.0
|
-
|
11.0 đến 13.0
|
|
A 4
|
316
|
X 5 Cr Ni Mo 1712
|
1.440
1
|
≤
0.07
|
1.0
|
2.0
|
16.5 đến 18.5
|
2.0 đến 2.5
|
10.0 đến 13.0
|
|
X 2 Cr Ni Mo 1712
|
1.440
4
|
≤
0.03
|
1,0
|
2.0
|
16.5 đến 18.5
|
2.0 đến 2.5
|
10.0 đến 13.0
|
Thành phần hóa học của thép đối với bulong pake đầu oval theo tiêu chuẩn METRIC DIN 966
| Cấp Bền |
Vật Liệu Và Xử Lý |
Giới Hạn Thành Phần Hóa Học % |
Nhiệt Độ °C |
| C |
P |
S |
| min. |
max. |
max. |
max. |
| 4.6. 4.8. 5.8. 6.8 |
Thép carbon thấp hoặc trung bình |
- |
0.55 |
0.05 |
0.06 |
- |
| 8,8 |
Thép carbon trung bình được làm nguội, tôi luyện |
0.25 |
0.55 |
0.04 |
0.05 |
425 |
| 9,8 |
Thép carbon trung bình được làm nguội, tôi luyện |
0.25 |
0.55 |
0.04 |
0.05 |
425 |
| 10,9 |
Phụ gia thép carbon trung bình, ví dụ: boron, Mn, Cr hoặc Thép hợp kim - tôi luyện |
0.20 |
0.55 |
0.04 |
0.05 |
425 |
| 12,9 |
Thép hợp kim - tôi luyện |
0.20 |
0.50 |
0.035 |
0.035 |
380 |
Tính chất cơ học của thép đối với bulong pake đầu oval theo tiêu chuẩn METRIC DIN 966
|
THUỘC TÍNH CƠ KHÍ
|
Cấp Bền
|
|
4.8
|
5.6
|
5.8
|
6.8
|
8.8
|
9.8
|
10.9
|
12.9
|
|
Lên đến 16
|
Vượt qua 16
|
|
Sức Căng
|
nom.
|
400
|
500
|
600
|
800
|
900
|
1000
|
1200
|
|
min.
|
420
|
500
|
520
|
600
|
800
|
830
|
900
|
1040
|
1220
|
|
Độ Cứng Vickers
|
min.
|
130
|
155
|
160
|
190
|
250
|
255
|
290
|
320
|
385
|
|
max
|
250
|
320
|
336
|
360
|
380
|
435
|
|
Thread D
|
min.
|
124
|
147
|
152
|
181
|
319
|
242
|
266
|
295
|
353
|
|
max.
|
238
|
385
|
319
|
342
|
363
|
412
|
|
Độ Cứng Rockwell
|
min.
|
71
|
79
|
82
|
89
|
-
|
|
HRC
|
-
|
-
|
-
|
-
|
20
|
23
|
28
|
32
|
39
|
|
HR
|
95
|
99
|
-
|
|
max.
|
-
|
-
|
-
|
-
|
32
|
34
|
37
|
39
|
44
|
|
Năng Suất Căng Thẳng
ReL.
|
nom.
|
320
|
300
|
400
|
480
|
-
|
|
min.
|
340
|
300
|
420
|
480
|
-
|
|
Căng thẳng ở mức cố định
|
nom.
|
-
|
640
|
720
|
900
|
1080
|
|
min.
|
-
|
640
|
660
|
720
|
940
|
1100
|
Dữ liệu kích thước và thông tin kỹ thuật cho bulong pake đầu oval theo tiêu chuẩn METRIC DIN 966 được lấy công khai từ các nguồn có sẵn và không được mua thông qua các cơ quan tiêu chuẩn. Nó đã được hoàn thành và biên soạn chỉ cho mục đích tham khảo.
Nguồn tham khảo: Aspen Fasteners.
Tán Lục Giác (313)
Tán Hàn - Weldnut (13)
Tán Keo - Lock Nut (159)
Tán Khía - Flange Nut (29)
Tán Bầu - Acorn Nut (18)
Tán Khóa (36)
Tán Cánh Chuồn (13)
Vú Mỡ (Nipple Grease) (9)
Nut-With Knurled Heads (24)
Quick-Lock Nuts (16)
Blocks for Adjusting Bolts (207)
Threaded Stopper Blocks (52)
Bearing Lock Nuts (78)
Gối Đỡ Vòng Bi Cầu UCP (74)
Gối Đỡ Vòng Bi Cầu Mặt Bích Vuông UCF (65)
Gối Đỡ Vòng Bi Cầu UCPA (9)
Gối Đỡ Vòng Bi Cầu Mặt Bích Tròn UCFC (15)
Gối Đỡ Vòng Bi Cầu Mặt Bích Hình Thoi UCFL (20)
Gối Đỡ Vòng Bi Cầu Chữ T UCT (20)
Gối Đỡ Vòng Bi Đũa UCP (3)
Gối Đỡ Vòng Bi Đũa Mặt Bích Vuông UCF (1)
Gối Đỡ Vòng Bi Mắt Trâu (20)
Gối Đỡ Hai Nửa (31)
Măng Xông Vòng Bi (3)
Vòng Bi UC - UK (82)
Vỏ Gối Đỡ (1)
Vòng Đệm Khóa (22)
Phụ Kiện Gối Đỡ (54)
Con Lăn Bi Loại Ép Chặt (24)
Con Lăn Bi Loại Thân Lục Giác (22)
Con Lăn Bi Loại Thân Tròn (5)
Con Lăn Bi Loại Đế Mặt Bích (4)
Con Lăn Bi Loại Đinh Tán Đầu Tròn (4)
Con Lăn Bi Loại Vít Cấy (12)
Con Lăn Bi Loại Đẩy Bi Có Ren (3)
Con Lăn Bi Loại Đẩy Bi Không Ren (3)
Ball Rollers Press (1)
Ball Plungers Roller (10)
Press Fit Plungers Roller (6)
Bộ Đầu Cos - Terminal Kits (3)
Đầu Cosse Chĩa Chữ Y (38)
Đầu Cosse Tròn (132)
Đầu Cosse Bít SC - TL (75)
Đầu Cosse Ghim (54)
Đầu Cosse Pin Đặc (19)
Đầu Cosse Pin Dẹp (22)
Đầu Cosse Pin Rỗng (77)
Đầu Cosse Nối Thẳng (31)
Đầu Cosse Chụp Nối Dây (8)
Đầu Cosse Vuông (8)
Mũ Chụp Đầu Cosse (127)
Giắc Cắm Điện Ô Tô (14)
 Others of Vòng Bi
Others of Vòng Bi 








